家具・什器が出来るまでの11の工程 ~板加工・後編~|木工家具の松崎

弊社の工程を3つの記事に分けてお送り致します。
目次
板加工・後編です。
前編はコチラをご覧ください。
05.エッジ貼り

整った木口にエッジを貼ります。
板の木口に・・・。

こんな感じで貼り付けます。


弊社では、納入先に学校や保育・幼稚園が多い為「セーフティエッジ」と呼ばれる厚さ2mmのエッジを使用する頻度が高くなっています。
ですが板同様、色や質感は自由に選択可能です。
06.ランニングソー

木目に沿った側面が仕上がったので、木目に対して横向きの木口をカットします。
この工程も、板を効率よく切ることが求められます。
そして仕上がった姿がコチラ。
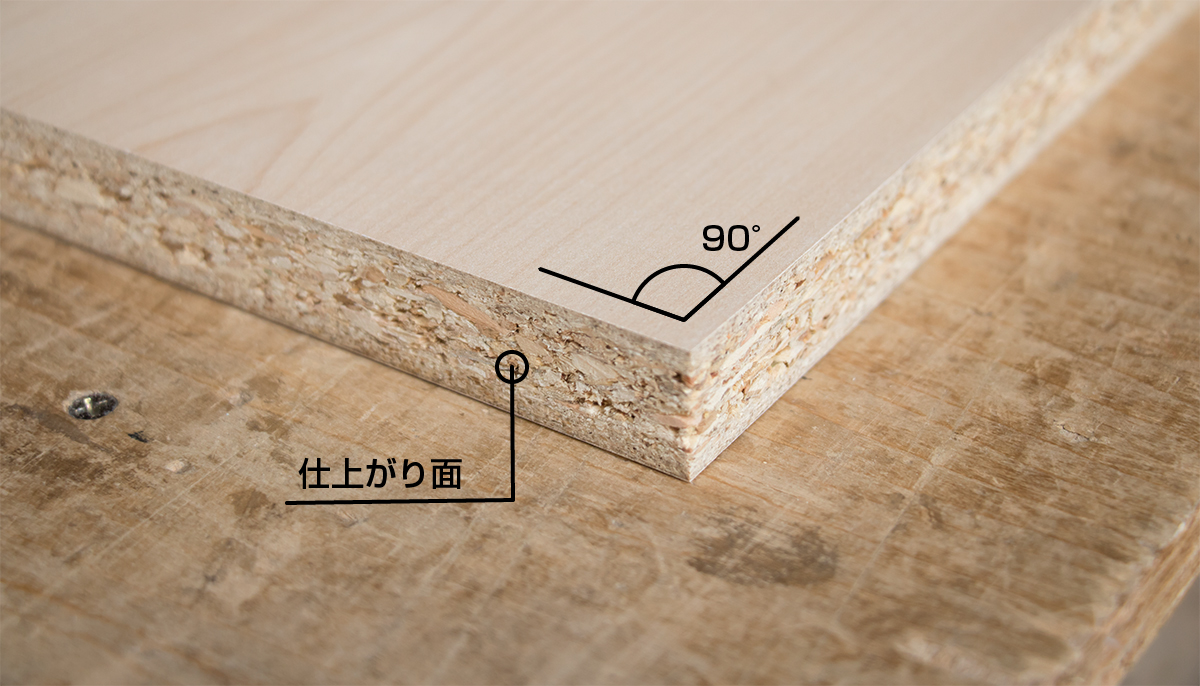
横軸・縦軸・高さ軸。3点の90°がとれました。
これで板として、仕上がりましたね。
07.ボーリング(木口穴あけ)

板同士を接合するためのダボ穴を、木の側面である木口に空けます。
弊社では基本30mmピッチ、金物に合わせて32mmピッチを採用しています。
ちなみに穴を空けるドリルはこんな感じです。↓

木製の板は、厚みにムラがあります。
板の厚みに合わせてドリル位置を上下させるのですが、気温・湿度によって板の膨張があるのでここだけはアナログで調整しています。
ボーリング作業では、厚みのちょうどド真ん中に穴を空ける必要があるので、ここは腕の見せどころですね。
07′.小穴(溝)加工

ボーリング(木口の穴あけ)と同時並行で小穴加工をします。
あてる背板に合わせた幅、深さの小穴(溝)をつくります。
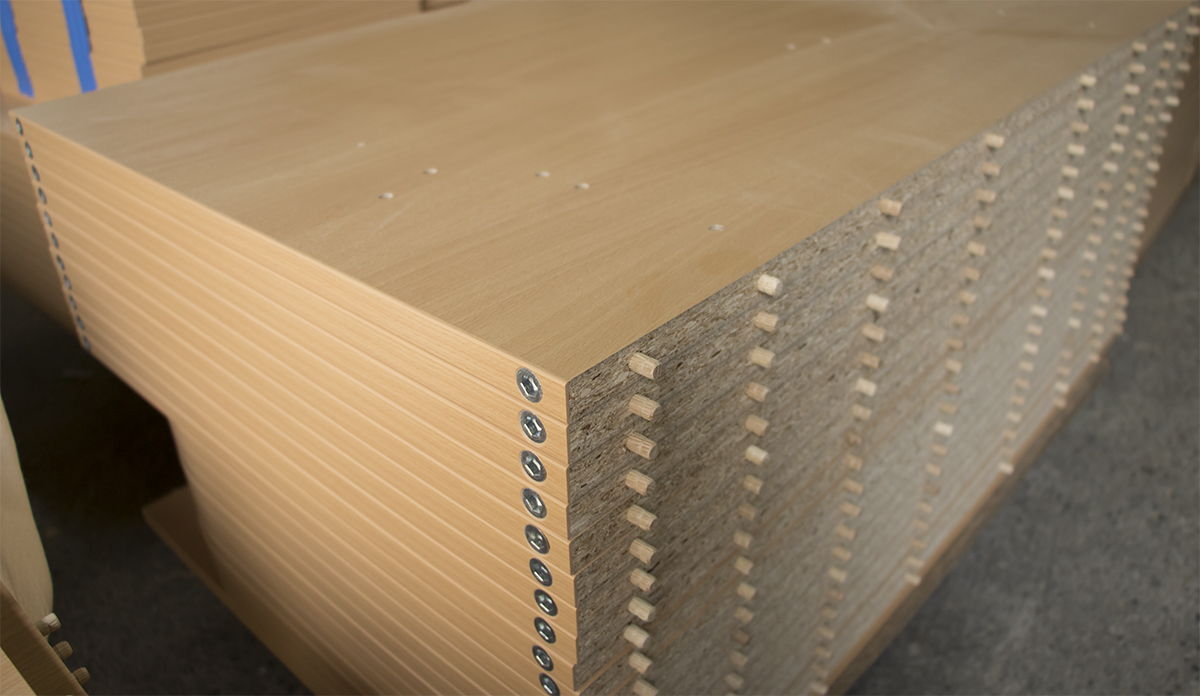
08.ダボ入れ

写真の、金槌で打ち込まれているのがダボです。
これが板同士と噛み合って、家具・什器が組み上がります。(ダボだけでは強度に問題があるので、組み立ての工程にてビスや金物の加工もします。)繋げる板の厚みを考慮した出しろになるので、しっかり打ち込まないと組み上げのときに隙間が出てしまいます。
09.NC加工(板の面の加工)

NC機という機械を使って、板の面を加工します。
面の加工と言ってもよくわかりませんよね。
それでは、こちらをご覧ください。↓

NCの加工は、こういった金物受け・ダボ受けの穴を加工する工程です。
プログラムに従ってX軸・Y軸・Z軸にドリルが動きます。
ちょっと工夫すれば、文字を書いたりもできちゃいます。
下記写真の指揮台の「School band」はNC機で掘りました。

そうして出来上がった板を整理し、組み立ての段取がしやすいように並べます。

家具・什器が出来るまでの11の工程 ~組み立て・梱包~ につづく
OEM(受注製作)承ります。
木工家具・什器の製作相談など、お気軽にご連絡ください。
…………………………………………………………………………….
株式会社松崎
兵庫県神戸市北区塩田3191-3
info@m-matsuzaki.co.jp
TEL 078-985-0055 FAX078-985-0066
営業時間 8:00~17:00 定休日 日・祝
関西を中心に、施設向け収納家具の設計・製造・現場取付
ご相談は、お問い合わせください。
工場の大まかな様子が分かるダイジェスト動画を公開しました!
〜工場案内ダイジェスト〜